

The methods of manufacturing rubber are similar for all producers World-Wide. Variances however, may occur regarding specific compounds, each manufacturer’s production methods and levels of sophistication.
Formulation and Mixing of Rubber Compounds:
VIP-Polymers process a variety of rubber materials, both natural and synthetic, into compounds suitable to face the most challenging performance and environmental criteria.
Natural rubbers are supplied from traditional countries in the Far East such as Malaysia and Indonesia. Synthetic rubber is primarily manufactured at chemical plants in Industrial Europe and the U.S.A.
On its own, basic rubber is of little use and must be formulated to make it suitable for manufacture and to ensure desired properties in finished products.
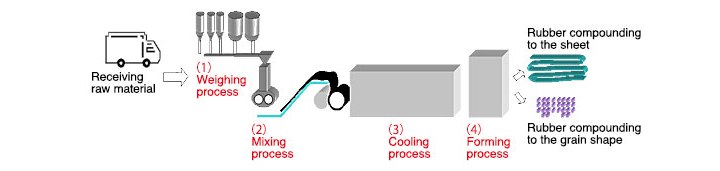
Following laboratory development, precise formulations are used in production mixing operations to blend compounds into strip or slab form suitable for later processing. This is accomplished as follows:
- Blend using a roll milling process.
- Under computer control, each 'Batch' is processed through a series of heavy duty mixing systems to add more ingredients and finally discharge batches at a designated time and/or temperature.
- Weigh designated formulation ingredients into specified batches using computer control to ensure accuracy.
- Finally the material is formed into strips or slabs and then automatically cooled.
The processed material compound is now suitable for moulding or extrusion. Test coupons are also sent from each 'Batch' to Quality Control and subjected to a testing programme before release to production.
How rubber products are manufactured:
Industrial Rubber components are usually manufactured by one of the following methods:
- Injection Moulding - Using strip compound produced as previously described.
- Compression Moulding - Requires secondary operations to process material into suitable forms of the correct weight and/or shape to suit particular products.
- Extrusion - Using strip compound produced as previously described.
Injection and Compression moulding requires highly accurate single or multi-cavity moulds, typically made in high grade steel and designed and made using CAD/CAM programmes.
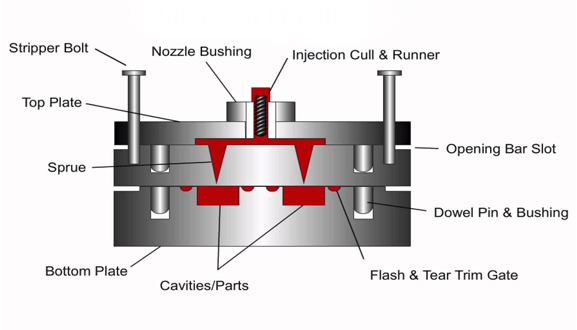
Injection Moulding:
Injection moulding has a number of elements operating automatically on timed sequences with moulding temperatures usually between 165°C and 200°C.
Moulding cycle:
- Mould closes.
- A plasticising screw rotates to force the injection of an accurate volume of pre-plasticised rubber compound into the mould.
- Material is directed into the mould via a system of runners to each individual cavity, each having small injection ports.
- Material is cured for a pre-determined time during which the plasticising screw retracts and plasticises sufficient rubber for the next injection.
- Mould opens and parts are removed manually or automatically by robotic or other system.
- Cycle is repeated.
During each machine cycle an operator may perform a variety of operations including: Trimming excess rubber (flash), inspection, packaging or assembly. Alternatively, the part may be forwarded for trimming by other methods.
Rubber injection moulding machine
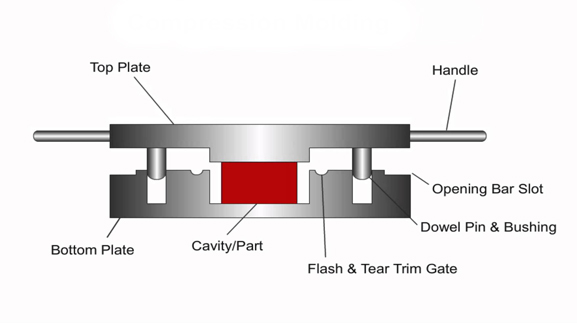
Compression Moulding:
This simpler process is slower in operation than injection moulding in that special uncured preformed and weighed blanks are used. The process employs hydraulic presses with pre-heated platens at (150-170°C) that in turn heat up the mould.
Moulding cycle:
- Open mould and remove product from previous cycle.
- Load required blanks into each cavity.
- Close mould and move into hydraulic press.
- Activate hydraulic press. The closing action causes displacement of rubber to fill each mould cavity. To overcome certain conditions, pressure is sometimes released and the mould "bumped" to allow air escape.
- Cure - Time is determined as a function of material and cross section of part being moulded.
- Remove part(s) manually or automatically after pulling mould from press.
- Repeat cycle.
Again the operator may have tasks to perform as described for injection moulding. Compression moulding is generally more suited to low volume production or where tooling costs are to be kept to a minimum. Compression moulding is also not suitable for moulding complex shapes.
Rubber compression moulding machine
Extrusion:
Extrusion is used for either of two functions:
- Manufacture of long lengths of cured sections for fabrication of items too large for injection or compression moulding.
- The production of blanks for compression moulding.
Rubber extrusion process
Continuous Vulcanisation
VIP-Polymers utilise a manufacturing process known as Continuous Vulcanisation for production of cured extrusion for conversion into certain finished products as follows.
Two items of machinery are required for this process:
- An extruder with a barrel and screw, and a die of correct cross-section at the outlet end.
- A heating source to cure the rubber which may be one of the following:
- A hot air oven.
- A microwave unit/hot air oven combination.
- A specialised bath containing molten salt.
The "Continuous Vulcanisation" process is as follows:
- Strip rubber is fed into the extruder. It is then plasticised by the screw and extruded through the die orifice. The extruder operates under controlled conditions of temperature and screw speed.
- The continuous extrudate is passed down the heating medium which causes it to cure. Again, speed and temperature are accurately controlled.
- The emerging cured profile is cooled and cut to length automatically or rolled onto drums for subsequent secondary operations.
This process invariably involves a line length of as much as l00 feet, and optional operations may utilise a U-format to economise on space.
Source: www.vip-polymers.com