
Spin casting, also known as centrifugal rubber mold casting (CRMC), is a method of utilizing centrifugal force to produce castings from a rubber mold. Typically, a disc-shaped mold is spun along its central axis at a set speed. The casting material, usually molten metal or liquid thermoset plastic, is then poured in through an opening at the top-center of the mold. The filled mold then continues to spin as the metal solidifies or the thermoset plastic sets.
General description
The two defining characteristics of spin casting are semi-permanent (non-expendable) rubber molds and the use of centrifugal force. These make the process relatively unique compared to machined die-based and expendable mold casting methods. These qualities also encourage operators to use casting materials specially formulated for low melting points and viscosities. Most spin casting is done with pewter and zinc alloys or thermoset plastics.
Silicone molds
The spin casting process typically uses vulcanized silicone or organic rubber as the mold-making substrate. Vulcanization is an integral step that occurs halfway through the mold-making process. Prior to vulcanization, the mold rubber is a soft and malleable solid-like fluid, in many ways very similar to Silly Putty. Because of the clay-like nature at this stage, the mold is easily cut or shaped to accommodate irregular models. Vulcanization serves two purposes: establishing the negative space inside the mold as well as hardening the rubber so it will remain strong and rigid during casting.
After vulcanization, before it is usable, the mold must undergo gating and venting. This involves carving channels to ensure proper air and material flow during the casting process. Gating and venting is typically done by hand using a sharp knife or scalpel and varies in time depending upon the complexity of the mold. The final product is a cured rubber mold which can withstand anywhere from hundreds to over a thousand casting cycles before it needs replacement.
Casting materials
Metal
Generally, the casting materials used for competing processes like metal die casting and injection molding are similar, but not suitable for spin casting. For example, a typical zinc die-casting alloy such as Zamak 3 can be used but will solidify too rapidly from a molten state when cast with centrifugal force. This typically results in incomplete filling of the mold as well as a rough, porous finish, called orange peel. Zamak 2, of a slightly different composition, was originally developed as a gravity-cast alloy with greater finished strength but was found to work well with spin-casting. Its extra copper content encourages the eutectic behaviour and gives a lower freezing point. It has become known as 'Kirksite' and has given rise to a range of dedicated spin-casting alloys, some with additional components such as magnesium, to control the surface finish.
To ensure replicable casting cycles of accurate reproductions with a high quality finish, the spin casting process requires casting materials with the following qualities, for the following reasons:
Low temperature operation - Spin casting is a low temperature process, as overexposure to high temperatures causes the rubber mold to degrade. Depending on the actual compound, the mold may become overly soft or hard while forming cracks and chips.
Slow solidification and low viscosity - Uniform and unrestricted flow of the casting material has a substantial effect on the quality and finish of the final items.
Plastic
Aside from the aforementioned metal alloys, thermoset resins and plastics work well with spin casting as they can be introduced as liquids and will set or solidify while the mold spins. In general, spin casting encourages the use of casting materials that are liquid upon introduction to the mold and solidify at a slow, uniform rate during the spin cycle.
Equipment
A 24" front-loading spin caster
Spin caster
During the casting process, the finished mold spins along its central axis for anywhere from 30 seconds to several minutes depending upon the chosen casting material. Internally a spin casting machine or spin caster consists of a motor and pressure clamping system which holds and positions the mold properly while it spins at a steady rate. These components are placed inside of a machine body which shields against flashing of molten metal or liquid plastic that is inadvertently ejected from the mold during the spinning process. Without the proper containment, hot melted flashing can be a serious hazard to the machine operator and anyone else nearby.
Commercial spin casting machines are available in two different types, front-loading and top-loading. Due to the weight and bulkiness of spin casting molds, front loading machines tend to offer several advantages regarding ease of use and time savings. Rubber molds can become quite heavy, especially at larger diameters and when casting metal. Because loading and unloading the caster is performed by hand, it is easiest and less fatiguing to manipulate the mold at waist level in one fluid motion as allowed by a front-loading spin caster. This is especially important when spin casting for production purposes where one is trying to maximize the number of complete casting cycles per hour.
Top loading machines tend to be cheaper and theoretically have less of a restriction on maximum mold thickness.
Vulcanizer

12" and 18" vulcanizing presses
As mentioned previously, vulcanization is a necessary step to prepare the uncured silicone mold for spin casting production. Under controlled heat and pressure the silicone slowly cures to a heat-resistant, flexible, permanent mold. The vulcanizing press or vulcanizer uniformly compresses the mold while exposing it to high temperature over a period of several hours. The vulcanizer consists of a pair of parallel heated platens mounted on a hydraulic press. Smaller or home-made vulcanizers may compress the mold via screws or a heavy duty clamp instead of hydraulic pressure. Some spin casting operations choose to forgo running their own vulcanizer and instead contract out their mold production.
Melting furnace
An electric melting furnace
A melting furnace is necessary only when spin casting with metal. Understandably the metal must be in a molten state prior to introduction into the mold. However, it is necessary for a spin casting furnace to have a temperature controller as there is an approximate range that works best for each metal. For example, a particular zinc alloy is typically cast between 775 and 800 °F, whereas it actually melts much lower around 500 °F. If the metal is introduced to the mold at a higher temperature (in this case, above 800 °F), it will start to wear the silicone down prematurely, greatly shortening the mold life. If the metal is introduced at significantly lower temperatures (below 775 °F), its solidification time will similarly be shortened resulting in incomplete or low quality castings. Therefore, spin casting with metal requires not only a furnace with fine temperature control, but knowledge of at what range to cast.
Similar processes
Spin casting is a favored method for anyone fabricating items in the specified materials – low temperature metals and thermoset plastics. Compared to the two main competing processes, injection molding and (zinc) die-casting, spin casting has significant advantages in terms of startup costs and ease of use. In some cases, spin casting can also be an alternative to sand casting, plaster mold casting or investment casting. However these three techniques (sand, plaster and lost wax) are not directly comparable as each utilizes a one-time use or expendable mold.
Comparison of spin casting to various other casting processes
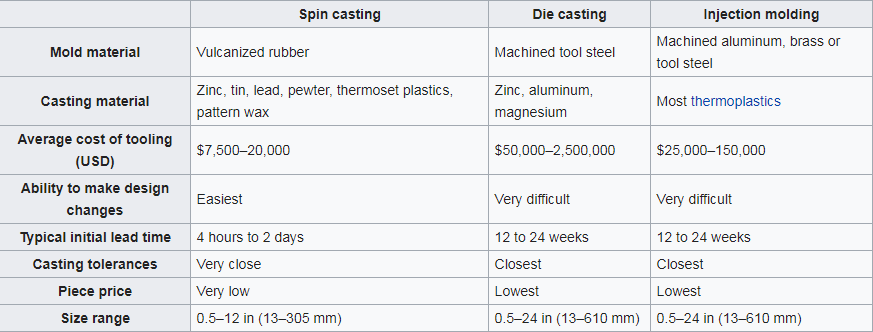
The remarkable disparity in tooling cost and lead time is a result of the expensive and time-consuming machining required to produce the precision metal molds (dies) used with die-casting and plastic injection molding. However, the precision tooling and resilient nature of the machined metal die translates to an extremely longer-lasting mold (die) and slight improvements to casting tolerances. Furthermore, thermoplastics and die casting metal alloys are in wider use than their specialized spin casting analogs, and as a result are typically cheaper.
Applications
Spin casting is very commonly used for the manufacture of the following types of items:
- Gaming miniatures and figurines – in both metal and plastics.
- Fishing lures and fishing tackle components including jig heads and lead weights.
- Decorative and novelty type items – belt buckles, pins, emblems, medallions, trophies, assorted souvenirs etc.
- Industrial manufacturing and replacement part production.
- Rapid prototyping / rapid manufacturing – spin casting is an excellent adjunct process as it allows the quick and efficient production of fully functional copies from fragile rapid prototype models.
Furthermore, because of the low start up costs, and ease of use, spin casting is available to ranks of individuals and businesses who are unable to make the deep investments required by die casting, injection molding or other similar processes. These users include smaller business and design houses that would normally contract their work to production "job" shops, as well as hobbyists interested in producing their own unique items for personal enjoyment. In this way, spin casting is accessible to an arguably broader range of applications than competing technologies.
Source: wikipedia.org